15.11.2021
Способы написания управляющих программ к станкам с ЧПУ
Так как этот материал рассчитан на тех кто только знакомится с ЧПУ обработкой, объясним принципы работы и основные термины.
Для того, что бы ЧПУ станок обработал заготовку, ему необходим алгоритм, по которому он будет это делать. Такой алгоритм называется Управляющая Программа (УП).
Управляющая программа пишется на языке G-кодов (ISO 7-bit). G-код – это набор стандартных команд, которые поддерживают станки с ЧПУ. Эти команды содержат информацию, где и с какой скоростью двигать режущий инструмент, чтобы обработать деталь.
Передвижение режущего инструмента называется траекторией. Траектория инструмента в управляющей программе состоит из отрезков. Эти отрезки могут быть прямыми линиями, дугами окружностей или кривыми.
Точки пересечения таких отрезков называются опорными точками. В тексте управляющей программы выводятся координаты опорных точек.
Пример программы в G-кодах
G17 G54 G90
Задаем параметры: плоскость обработки, номер нулевой точки, абсолютные значения
T1 M6
Вызов инструмента с номером 1
M3 S8000
Включение шпинделя – 8000 об/мин
G0 X-19 Y-19
Ускоренное перемещение в точку X-19 Y-19
G0 Z3
Ускоренное перемещение на высоту по Z 3 мм
G1 ХЗ Y3 F600
Линейное перемещение инструмента в точку ХЗ Y3 с подачей F = 600 мм/мин
G2 Х8 Y3 R8
Перемещение инструмента по дуге радиусом 8 мм в точку X8 Y3
М5
Выключение шпинделя
МЗ0
Завершение программы
В этом материале мы рассмотрим 3 способа написания УП:
- Написание УП вручную
- Написание УП на стойке
- Написание УП в CAD/CAM системе
Написание управляющей программы к станку ЧПУ вручную
Для ручного программирования вычисляют координаты опорных точек и описывают последовательность перемещения от одной точки к другой. Так можно описать обработку простой геометрии, в основном для токарной обработки: втулки, кольца, гладкие ступенчатые валы. Делают это в текстовых редакторах, например в Блокноте Виндовс.
Плюсы
- Быстро
Это гораздо быстрее, чем остальными способами, при написании очень простых программ. - Канонично
Так писали УП 30 и 40 лет назад
Минусы
- Занимает много времени
Чем больше строк кода в программе, тем выше трудоемкость изготовления детали, тем выше себестоимость этой детали. Если в программе получается больше 70 строк кода, то лучше выбрать другой способ программирования. - Большой процент брака
Так как отсутствуют инструменты для проверки перед запуском, легко забыть добавить команду, что приведет к поломке детали либо станка. Нужна лишняя заготовка на внедрение, чтобы отладить управляющую программу и проверить на зарезы или недорезы. - Поломка оборудования или инструмента
Ошибки в тексте управляющей программы, помимо брака, также могут привести и к поломке шпинделя станка или инструмента.
Написание УП к ЧПУ на стойке ЧПУ

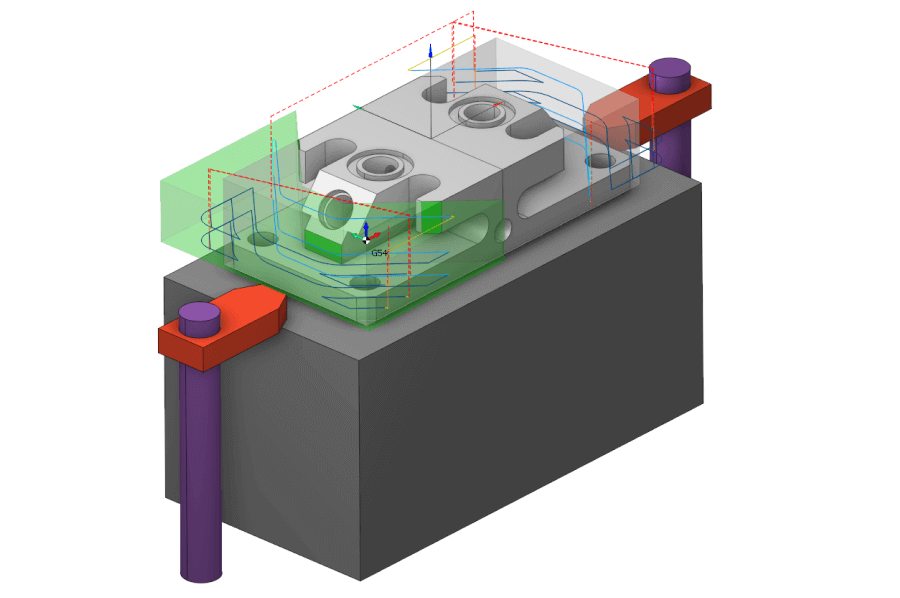
На стойке с ЧПУ программируют обработку детали в диалоговом режиме. Наладчик станка заполняет таблицу с условиями обработки. Указывает, какую геометрию обрабатывать, ширину и глубину резания, подходы и отходы, безопасную плоскость, режимы резания и другие параметры, которые для каждого вида обработки индивидуальны. На основе этих данных стойка с ЧПУ создает G-команды для траектории движения инструмента. Так можно программировать простые корпусные детали. Чтобы проверить программу, наладчик запускает режим симуляции на стойке с ЧПУ.
Плюсы
- Наглядность
Программа пишется прям на рабочем месте и, как правило, специалистом который и будет отслеживать ее выполнение на станке. - Быстрая модернизация УП
Нет необходимости передавать программу на ПК. Можно отредактировать по месту и сразу запустить в работу.
Минусы
- Простой станка и оператора
Станок не работает, пока наладчик пишет программу для обработки детали. Простой станка – это потерянные деньги. Если в программе получается больше 130 строк кода, то лучше выбрать другой способ программирования. Хотя на стойке с ЧПУ, конечно, написать программу быстрее, чем вручную - Брак
Стойка с ЧПУ не сравнивает результат обработки с 3D-моделью детали, поэтому симуляция на стойке с ЧПУ не показывает зарезы или положительный припуск. Для отладки программы нужно заложить лишнюю заготовку. - Не подходит для сложнопрофильных деталей
На стойке с ЧПУ не запрограммировать обработку сложнопрофильных деталей. Иногда для конкретных деталей и типоразмеров производители стоек ЧПУ под заказ делают специальные операции.
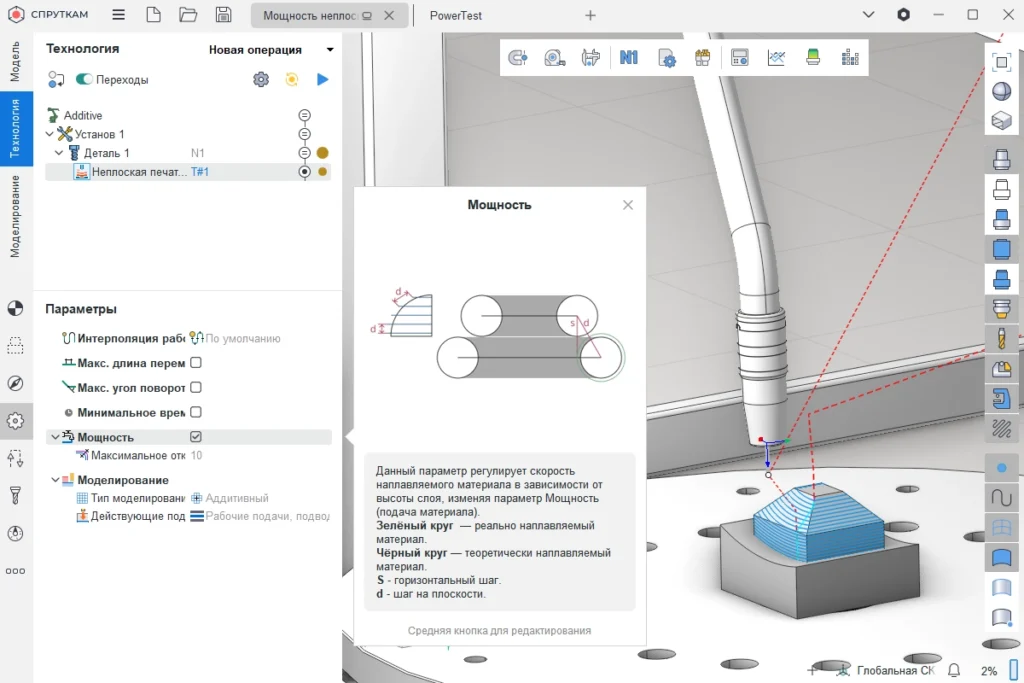
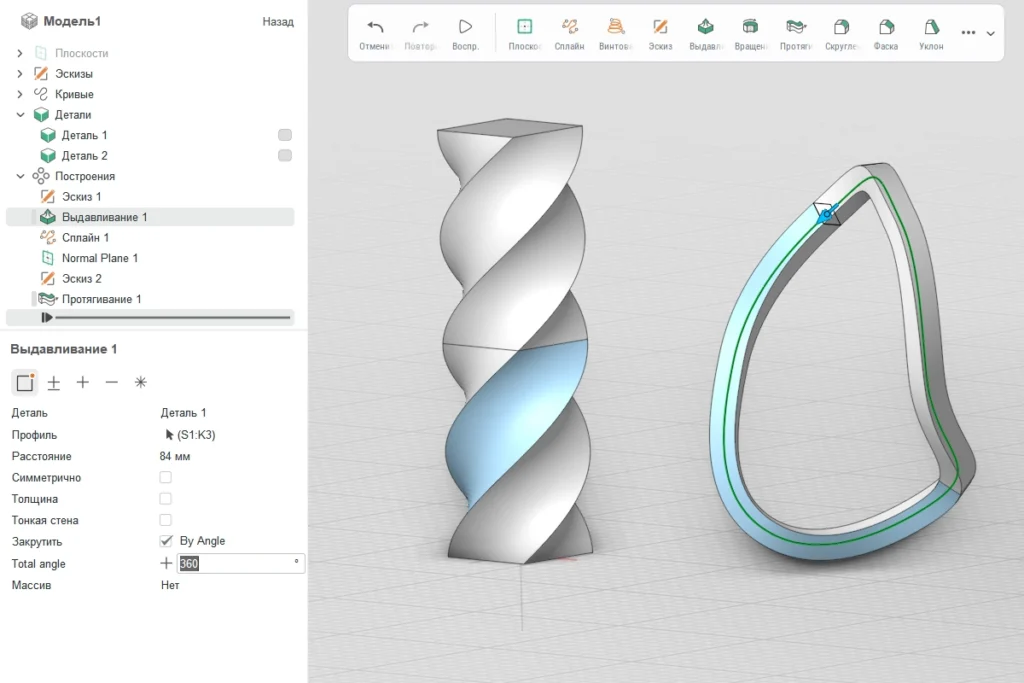
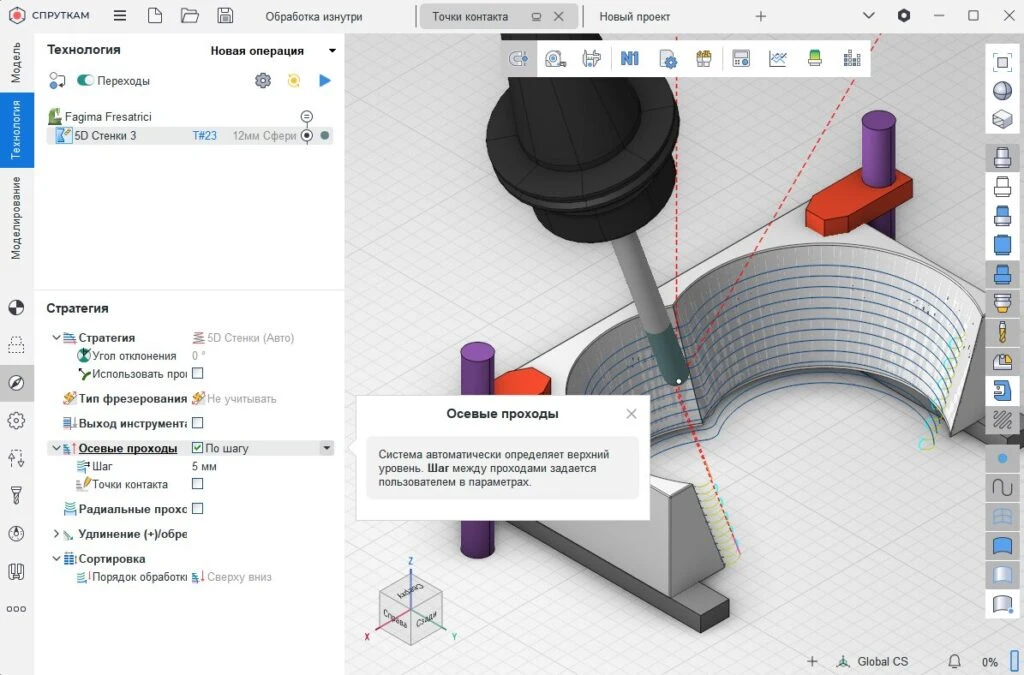
Написание управляющей программы к станку ЧПУ в СAD/CAM системе
Написание УП в CAD/CAM системе начинается с загрузки 3D-модель детали или 2D-контура. Затем, выстраивается последовательность изготовления детали. Программа рассчитывает траекторию режущего инструмента и выводит ее в G-кодах для передачи на станок. Для вывода траектории в G-код используют постпроцессор. Постпроцессор переводит внутренние команды CAD/CAM на команды G-кода для станка с ЧПУ. Это похоже на перевод с иностранного языка.
Плюсы
Написание программ в CAD/CAM системе является самым прогрессивным и удобным способом.
- Быстрое написание УП любой сложности
Сокращает время на создание программ для станков с ЧПУ на 70 %. - Исключает брак.
По отзывам наших пользователей, использование СПРУТКАМ сокращает появление брака на 60 %. - Безопасно для инструмента и заготовки
Продвинутые CAD/CAM системы содержат набор функций для проверки УП. Например, СПРУТКАМ содержит функции контроль столкновений с заготовкой, контроль подачи при врезании и т. п.
Минусы
- Стоимость
СAD/CAM систему необходимо покупать.
Нашу CAD/CAM систему вы можете попробовать перед покупкой. Скачайте 30 дневный полнофункциональный триал CAD/CAM системы СПРУТКАМ→ - Квалификация технолога
Для того, что бы писать УП в определенной CAD/CAM системе необходимо пройти обучение.
Научится работать в нашей CAD/CAM системе СПРУТКАМ вы можете пройдя небольшой , но содержательный онлайн курс →
Новости и медиа

No results available